Terminy realizacji produkcji nie powinny wynikać z presji klienta ani szybkiej obietnicy handlowca. Realna data musi mieć pokrycie w: materiale, dostępnych mocach, kolejce zleceń i aktualnym harmonogramie produkcji. W przeciwnym razie sprzedaż obiecuje, produkcja gasi pożar, a klient zaczyna tracić zaufanie.
Jak obiecywać klientom realne terminy realizacji produkcji?
Realny termin dla klienta to nie data, którą ktoś chce usłyszeć. To data, którą firma może potwierdzić po sprawdzeniu planu, materiałów, mocy i kolejki zleceń.
Najprostsza zasada brzmi: nie sprzedawaj terminu, którego nie ma w planie produkcji. Sprzedaż może zebrać oczekiwanie klienta i zapytać, na kiedy zamówienie jest potrzebne. Nie powinna jednak samodzielnie zatwierdzać daty, jeśli nie widzi, czy produkcja naprawdę może ją dowieźć.
Dobry proces wygląda tak:
- Klient pyta o termin.
- Sprzedaż przekazuje zapytanie do planowania albo korzysta z aktualnego widoku dostępnych terminów.
- Planista sprawdza materiał, obłożenie stanowisk, kolejkę zleceń i wpływ nowego zamówienia na inne terminy.
- Dopiero wtedy data wraca do klienta jako termin potwierdzony.
W praktyce chodzi o zmianę myślenia. Termin nie jest obietnicą handlową. To decyzja operacyjna, która wpływa na produkcję, magazyn, zakupy, logistykę i relację z klientem.
Dlaczego terminy „na czuja” rozbijają plan produkcji?
Terminy „na czuja” rozbijają plan, bo firma najpierw składa obietnicę klientowi, a dopiero później sprawdza, czy produkcja ma warunki, żeby ją spełnić.
W wielu firmach produkcyjnych ten scenariusz wygląda znajomo. Klient pyta o termin. Handlowiec chce wygrać zamówienie, więc podaje datę, która brzmi dobrze. Potem idzie do produkcji i próbuje załatwić, żeby zespół zdążył.
Planista przesuwa kolejkę. Kierownik produkcji szuka mocy przerobowych. Magazyn sprawdza materiał. Inne zlecenia zaczynają się opóźniać.
Problem nie leży w złej woli ludzi – leży w procesie. Jeśli sprzedaż, planowanie, produkcja i magazyn nie pracują na jednym obrazie sytuacji, każda data jest częściowo domysłem.
Co się dzieje, gdy sprzedaż obiecuje termin bez produkcji?
Sprzedaż bez potwierdzenia produkcji widzi tylko potrzebę klienta, ale nie pełny koszt decyzji. Dlatego termin realizacji zlecenia produkcyjnego może wyglądać dobrze w rozmowie, ale źle w harmonogramie.
W firmie zaczyna się wtedy ręczne sterowanie produkcją. Wygrywa najpilniejszy telefon, najważniejszy klient albo osoba, która ma największą siłę przebicia. Plan przestaje być narzędziem zarządzania, a staje się listą zadań, którą codziennie trzeba ratować.
Dobra praktyka: sprzedaż powinna potwierdzać terminy z produkcją na podstawie jednego procesu. Nie przez serię telefonów, tylko przez jasną ścieżkę: zapytanie, sprawdzenie planu, potwierdzenie daty, komunikację do klienta.
Dlaczego plan produkcji szybko przestaje być aktualny?
Plan produkcji szybko traci aktualność, gdy dane z hali, magazynu i zakupów nie wracają do niego na bieżąco.
Produkcja to żywy organizm narażony na liczne problemy:
- materiał może nie dojechać,
- operator może być niedostępny,
- maszyna może stanąć,
- klient może zmienić priorytet,
- zlecenie może wymagać poprawki.
Dlatego plan ułożony raz w tygodniu albo raz dziennie często nie wystarcza. Rano wszystko może się zgadzać. Po kilku godzinach jedno opóźnienie przesuwa kolejne operacje. Jeśli planista widzi problem dopiero po fakcie, to nie zarządza terminem, tylko reaguje na opóźnienie.
Właśnie dlatego harmonogram produkcji powinien być połączony z realnymi danymi. Bez tego firma obiecuje klientom daty na podstawie obrazu, który może być już nieaktualny.
Jak opóźnienia wpływają na zaufanie klienta?
Opóźnienie w produkcji rzadko kończy się tylko na przesuniętej dacie. W B2B termin wpływa na: plan klienta, jego dostawy, montaż, wysyłkę, sprzedaż albo własną produkcję.
Gdy firma raz nie dotrzyma daty, klient zaczyna się zabezpieczać. Pyta częściej. Wymaga większych buforów. Wpisuje ostrzejsze zapisy w umowie. Przekazuje mniej zamówień albo szuka alternatywy. Zaufanie da się odbudować, ale ślad po opóźnieniu zostaje.
Lepiej potwierdzić późniejszy, ale realny termin, niż obiecać szybszą datę, która od początku nie ma pokrycia w planie.
Czym różni się termin oczekiwany, możliwy, potwierdzony i zagrożony?
W firmie produkcyjnej warto rozdzielić cztery pojęcia: termin oczekiwany, możliwy, potwierdzony i zagrożony. Bez tego sprzedaż, klient i produkcja mogą używać słowa „termin”, ale mówić o zupełnie innych rzeczach.
To rozróżnienie porządkuje rozmowę. Sprzedaż może powiedzieć: „Klient oczekuje dostawy w tym terminie”. Planista może odpowiedzieć: „Możliwy termin to inna data, bo materiał będzie później”.
Firma może wtedy podjąć decyzję: negocjować termin, zmienić priorytety, zaproponować częściową realizację albo odmówić przyspieszenia.
Czym różni się termin oczekiwany od terminu potwierdzonego? Termin oczekiwany jest potrzebą klienta. Termin potwierdzony jest zobowiązaniem firmy po sprawdzeniu realnych ograniczeń produkcji.
Tabela 1. Rodzaje terminów
| Rodzaj terminu | Co oznacza | Kto go widzi | Ryzyko |
| Termin oczekiwany | Data, której chce klient albo którą sprzedaż chciałaby zaproponować | Klient, sprzedaż | Może nie mieć pokrycia w planie |
| Termin możliwy | Data wynikająca z dostępności materiałów, mocy, ludzi i kolejki zleceń | Planowanie, produkcja, magazyn | Wymaga aktualnych danych |
| Termin potwierdzony | Data zakomunikowana klientowi po sprawdzeniu planu | Klient, sprzedaż, produkcja | Musi być monitorowana |
| Termin zagrożony | Data, która może się nie udać przez brak materiału, awarię, przeciążenie lub zmianę priorytetu | Planowanie, produkcja, sprzedaż | Wymaga szybkiej reakcji i komunikacji |
Jakie dane trzeba sprawdzić przed podaniem daty klientowi?
Przed podaniem daty klientowi trzeba sprawdzić wszystko, co może zatrzymać albo przesunąć zlecenie. Sam czas wykonania operacji nie wystarczy.
Realny termin powstaje dopiero wtedy, gdy firma widzi:
- materiał,
- dostępne moce produkcyjne,
- kolejkę zleceń produkcyjnych,
- obciążenie stanowisk,
- przezbrojenia,
- kontrolę jakości
- wysyłkę.
Jeśli choć jeden z tych elementów jest niepewny, termin także jest zagrożony.
Czy materiał jest dostępny i zarezerwowany pod konkretne zlecenie?
Dostępność materiałów w produkcji nie oznacza tylko tego, że coś „jest na magazynie”. Materiał musi być dostępny, zgodny, możliwy do wydania i niezarezerwowany pod inne zlecenie. Najlepiej gromadzić takie dane magazynowe w jednym miejscu.
To częsty punkt zapalny. Magazyn widzi stan, produkcja planuje zlecenie, a później okazuje się, że surowiec został już wykorzystany albo jest potrzebny do innego zamówienia. Wtedy termin dla klienta zaczyna się sypać, mimo że w pierwszej rozmowie wyglądał realnie.
Dlatego przy planowaniu terminu trzeba zadać proste pytanie: czy materiał jest dostępny dla tego konkretnego zlecenia, a nie tylko widoczny w ogólnym stanie magazynowym?
Czy produkcja ma realne moce, czy tylko teoretyczną wydajność?
Dostępne moce produkcyjne to nie to samo co pełna wydajność katalogowa maszyn.
Realna moc produkcji zależy od:
- operatorów,
- zmian,
- przezbrojeń,
- awarii,
- kolejek,
- narzędzi,
- kontroli jakości
- dostępności stanowisk.
Firma może teoretycznie mieć wolną maszynę, ale nie mieć operatora. Może mieć operatora, ale stanowisko czeka na materiał. Może mieć materiał, ale wąskie gardło jest już zajęte przez inne zlecenia. W takim układzie obietnica terminu na podstawie „mamy maszynę” jest zbyt optymistyczna.
Jeśli zastanawiasz się, jak planować daty produkcji na podstawie mocy przerobowych, zacznij od oddzielenia mocy teoretycznej od dostępności operacyjnej. Termin powinien wynikać z tego, co naprawdę można wykonać w danym czasie.
Czy nowe zlecenie zmieści się w kolejce bez przesuwania innych klientów?
Kolejka zleceń produkcyjnych pokazuje, z czym nowe zamówienie będzie konkurować. Każde przyjęte zlecenie zajmuje miejsce w planie. Jeśli wchodzi szybciej, coś innego może wypaść później.
To szczególnie ważne przy klientach VIP i pilnych tematach. Nowe zamówienie może wyglądać atrakcyjnie, ale jego przyspieszenie może opóźnić kilka innych zleceń, zwiększyć liczbę przezbrojeń i obniżyć marżę. Bez widocznej kolejki firma nie widzi pełnej ceny decyzji.
Dobre pytanie dla planisty brzmi: czy to zlecenie zmieści się w planie, czy tylko przesunie problem na innego klienta?
Gdzie jest wąskie gardło i co ono robi z terminem?
Termin często wyznacza nie cała produkcja, ale najbardziej obciążony zasób. Jeśli jest on zajęty, reszta wolnych stanowisk nie skróci realizacji.
Dlatego harmonogram produkcji musi pokazywać obciążenia. Dopiero wtedy widać, czy problemem jest brak maszyny, człowieka lub materiału, zła kolejność zleceń czy przeciążone stanowisko.
System APS może Ci pomóc w kontroli wąskich gardeł, bo planuje z uwzględnieniem ograniczeń i pokazuje, gdzie termin zaczyna być nierealny.
Tabela 2. Potencjalne wąskie gardła w produkcji
| Dane do sprawdzenia | Dlaczego wpływają na termin? | Co się dzieje, gdy ich brakuje? |
| Materiały | Bez materiału nie ma realnego startu | Sprzedaż obiecuje termin, a produkcja czeka na surowiec |
| Moce produkcyjne | Termin musi wynikać z wolnych zasobów | Zlecenie trafia na przeciążone stanowisko |
| Kolejka zleceń | Nowe zlecenie konkuruje z już obiecanymi datami | Pilny klient przesuwa innych klientów |
| Przezbrojenia | Zmiana kolejności może wydłużyć realizację | Plan wygląda dobrze w arkuszu, ale traci czas na hali |
| Kontrola jakości i wysyłka | Wyprodukowanie nie zawsze oznacza gotowość do dostawy | Klient dostaje datę produkcji, a nie realną datę dostawy |
Jak powinien wyglądać proces potwierdzania terminu z klientem?
Proces potwierdzania terminu powinien być prosty, widoczny i powtarzalny. Data nie może zależeć od tego, kto zadzwonił, kto ma lepszą relację z klientem albo kto najmocniej naciska na produkcję.
Dobry proces oddziela oczekiwanie klienta od decyzji operacyjnej. Sprzedaż pyta klienta o potrzebną datę. Planowanie sprawdza możliwości. Produkcja i magazyn dostarczają aktualne dane. Dopiero potem klient dostaje potwierdzony termin.
Kto powinien zatwierdzać termin realizacji zlecenia?
Termin realizacji zlecenia powinien zatwierdzać właściciel planu albo osoba odpowiedzialna za harmonogram. W mniejszej firmie może to być planista lub kierownik produkcji. W większej: dział planowania, wspierany przez dane z magazynu, zakupów i produkcji.
Sprzedaż powinna komunikować termin klientowi, ale nie powinna być jedynym źródłem decyzji. Jej zadaniem jest rozumieć potrzebę klienta, priorytet, wartość zamówienia i kontekst handlowy. Zadaniem planowania jest sprawdzić, czy data ma pokrycie w produkcji.
To nie odbiera sprzedaży sprawczości. Przeciwnie, daje jej bezpieczniejszą odpowiedź. Handlowiec nie musi obiecywać w ciemno. Może powiedzieć: „Sprawdzimy najbliższy realny termin i wrócimy z potwierdzeniem”.
Jak sprzedaż powinna potwierdzać terminy z produkcją?
Sprzedaż powinna potwierdzać terminy z produkcją w jednym, ustalonym procesie. Najgorszy model to wiele telefonów, wiadomości i nieformalnych ustaleń, które nie trafiają do harmonogramu. W ogarnięciu chaosu oraz w kalkulacjach ofert i zamówień znakomicie sprawdzi się np. system CRM.
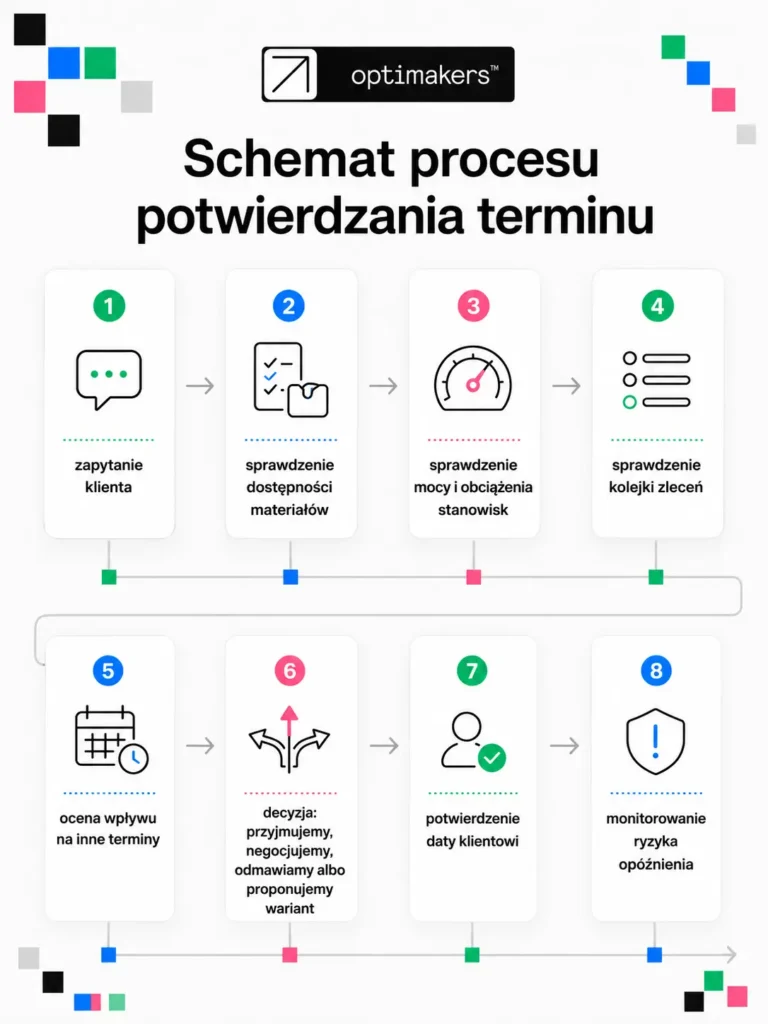
Dobry model potwierdzania terminów może wyglądać tak:
- Sprzedaż rejestruje zapytanie klienta.
- System lub planista sprawdzają materiał, moce i kolejkę.
- Planowanie oznacza termin jako możliwy, ryzykowny albo nierealny.
- Sprzedaż komunikuje klientowi datę potwierdzoną albo proponuje wariant.
- Produkcja monitoruje ryzyko opóźnienia.
- Sprzedaż informuje klienta wcześniej, jeśli termin staje się zagrożony.
W takim procesie każdy dział widzi swoją część odpowiedzialności. Sprzedaż nie walczy z produkcją. Produkcja nie dowiaduje się po fakcie. Magazyn nie jest zaskoczony potrzebą materiału.
Sprawdź case study TAPAT o uporządkowaniu zamówień, produkcji i magazynu, które zaoszczędziło 40% czasu pracowników.
Jak ograniczyć przeplanowanie po telefonach od handlowców?
Przeplanowanie po telefonach od handlowców można ograniczyć tylko wtedy, gdy firma wprowadzi jasne reguły zmian. Nie każdy telefon powinien automatycznie zmieniać harmonogram produkcji.
Pomaga tutaj zamrożony horyzont planistyczny, czyli okres, w którym plan jest chroniony przed przypadkowymi zmianami. Nie oznacza to, że nic nie wolno zmienić. Oznacza to, że zmiana musi mieć powód, wykonawcę i widoczny koszt.
Pilne zlecenie może wejść do planu, ale nie powinno wchodzić „bokiem”. Odpowiednia osoba musi zobaczyć, co przesuwamy, które terminy ryzykujemy i czy biznesowo ta decyzja ma sens.
Co zrobić z pilnymi zleceniami i klientami VIP?
Pilne zlecenia zawsze będą się pojawiać. Problemem nie jest sam klient VIP, tylko brak zasad, które pokazują, co przyspieszenie jednego zlecenia robi z resztą planu.
Firma produkcyjna nie musi odmawiać wszystkim pilnym tematom. Powinna jednak wiedzieć, ile kosztuje przyspieszenie.
Koszt może pojawić się w:
- przezbrojeniach,
- nadgodzinach,
- opóźnieniu innych klientów,
- dodatkowych zakupach,
- niższej marży
- większym stresie zespołu.
Dlaczego pilne zlecenie nie powinno być tylko telefonem?
Pilne zlecenie jako telefon działa szybko, ale często zostawia chaos. Taki model wzmacnia złe nawyki. Jeśli każde pilne zlecenie można wcisnąć telefonem, to coraz więcej zleceń staje się pilnych. Harmonogram przestaje być planem i zmienia się w listę życzeń.
Lepszym modelem jest wprowadzenie zasady, że pilne zlecenie ma status wyjątku. Wymaga decyzji na podstawie danych. Ktoś sprawdza, co trzeba przesunąć. Ktoś zatwierdza koszt. Ktoś informuje sprzedaż, a sprzedaż komunikuje klientowi realny termin.
Jak sprawdzić, czy przyspieszenie jednego zlecenia nie opóźni innych?
Przyspieszenie jednego zlecenia trzeba sprawdzić w całym harmonogramie, nie tylko na jednym stanowisku. Nowe zlecenie może wyglądać na możliwe, dopóki nie zobaczymy, że zabiera materiał, blokuje wąskie gardło albo zwiększa liczbę przezbrojeń.
System APS pomaga dotrzymywać terminów produkcji właśnie dlatego, że pokazuje skutki przeplanowania. Planista nie musi zgadywać, czy „jakoś się uda”. Może zobaczyć, co należy przesunąć, gdzie pojawi się ryzyko i które terminy staną się zagrożone.
Tabela 3. Pilne zlecenie bez zasad i w kontrolowanym procesie – porównanie
| Obszar | Pilne zlecenie bez zasad | Pilne zlecenie w kontrolowanym procesie |
| Decyzja | Telefon od sprzedaży albo klienta | Decyzja na podstawie planu i wpływu na inne zlecenia |
| Plan | Ręczne przesuwanie zadań | Przeplanowanie z widocznymi konsekwencjami |
| Koszt | Ukryty w nadgodzinach, przezbrojeniach i opóźnieniach | Widoczny przed zatwierdzeniem decyzji |
| Klient | Dostaje obietnicę bez pewności | Dostaje termin po sprawdzeniu realnych możliwości |
| Zespół | Gasi pożar | Pracuje według ustalonej procedury wyjątków |
Jak system APS pomaga dotrzymywać terminów produkcji?
System APS pozwala planować i przeplanowywać zlecenia na podstawie ograniczeń, a nie tylko intuicji. Pokazuje, czy termin ma pokrycie w materiale, mocy, kolejce i harmonogramie.
APS nie jest po to, żeby zastąpić planistę. Jest po to, żeby planista szybciej zobaczył konsekwencje decyzji.
Planista dzięki systemowi APS dowie się szybko np.:
- Czy zlecenie się zmieści w wyznaczonym terminie?
- Co trzeba przesunąć?
- Które stanowisko będzie przeciążone?
- Czy materiał zdąży przyjść?
- Czy lepiej ułożyć plan pod termin, marżę, przezbrojenia czy klienta strategicznego?
Co APS sprawdza przed zaproponowaniem terminu?
System APS analizuje elementy, które ręcznie trudno sprawdzać przy każdej zmianie.
Bierze pod uwagę m.in.:
- zamówienia,
- strukturę produktu,
- dostępność surowców,
- moce maszyn,
- ludzi,
- kolejkę zleceń,
- zależności między operacjami.
Dzięki temu termin nie jest tylko datą wpisaną w arkuszu, tylko wynika z symulacji planu. Planista widzi, czy nowe zlecenie pasuje do dostępnych mocy produkcyjnych i czy nie blokuje innych zamówień.
W systemie APS Optimakers ważna jest też widoczność. Zespół może pracować na jednym harmonogramie, zamiast zbierać informacje z kilku plików, telefonów i notatek.
Dlaczego optymalny termin zależy od funkcji celu?
Optymalny termin nie zawsze oznacza „najszybszy”. Dla jednej firmy najważniejsze będzie dotrzymanie dat dla klientów strategicznych. Dla innej – minimalizacja przezbrojeń. Dla kolejnej – utrzymanie niskich stanów magazynowych albo ochrona marży.
Dlatego system APS powinien wspierać planowanie zgodne z funkcją celu. Planista może sprawdzać różne warianty i wybrać ten, który najlepiej pasuje do sytuacji. Czasem warto przyspieszyć klienta VIP. Innym razem lepiej utrzymać stabilną kolejkę albo zmienić kolejność, żeby ograniczyć przezbrojenia.
Najważniejsze jest to, że decyzja przestaje być emocją. Staje się porównaniem wariantów.
Czy APS odbiera decyzyjność planistom?
APS nie odbiera decyzyjności planistom. Dobrze używany system daje planistom lepsze dane, szybsze warianty i większą kontrolę nad skutkami decyzji.
Planista nadal zna firmę, klientów, wyjątki, relacje i ustalenia, których nie da się w pełni zamknąć w algorytmie. System może pokazać, że dwa warianty są podobne. Człowiek decyduje, który jest lepszy biznesowo.
To ważne także dla zespołu. Wdrożenie APS nie powinno być komunikowane jako „system będzie was pilnował”.
Lepszy komunikat brzmi: system zdejmie z planisty ręczne przekładanie danych i pokaże, co naprawdę dzieje się z planem.
Excel, ERP czy APS: co wystarczy do potwierdzania terminów produkcji?
Excel, ERP i APS mogą wspierać firmę produkcyjną, ale pełnią różne funkcje. Problem zaczyna się wtedy, gdy jedno narzędzie ma zastąpić cały proces potwierdzania terminów.
Excel może pomóc w prostym planowaniu. ERP – w przechowywaniu zamówień, dokumentów i danych biznesowych. Z kolei APS wspiera operacyjne harmonogramowanie i przeplanowanie na podstawie ograniczeń produkcji.
W praktyce te narzędzia nie muszą ze sobą walczyć. Najlepiej, gdy dane przepływają między nimi bez ręcznego przepisywania.
Kiedy Excel jeszcze wystarcza?
Excel może wystarczyć przy:
- małej skali,
- prostych procesach,
- niewielkiej liczbie zleceń
- małej liczbie zmian.
Gdy jedna osoba ogarnia plan, a produkcja jest przewidywalna, arkusz może spełniać swoją funkcję.
Problem pojawia się, gdy rośnie liczba zamówień, wariantów, stanowisk, ludzi i wyjątków. Kilka osób zaczyna pracować na różnych wersjach pliku. Dane się rozjeżdżają. Planista spędza czas na aktualizowaniu arkusza, zamiast optymalizować produkcję.
Excel wszystko przyjmie. Przyjmie też termin, na który nie ma materiału, mocy albo miejsca w kolejce. Dlatego w większej skali planowanie terminów produkcji w Excelu staje się ryzykowne.
Zobacz, jak uwolniliśmy firmę Konopka Śruby od problemów z Excelem i przyspieszyliśmy realizację zamówień.
Dlaczego ERP nie zawsze wystarcza do operacyjnego potwierdzania terminu?
ERP jest ważnym systemem dla firmy. Może porządkować zamówienia, dokumenty, zakupy, sprzedaż, księgowość i wiele danych biznesowych. Nie zawsze jednak wystarcza do bieżącego planowania kolejności operacji, przeciążeń, przezbrojeń i skutków pilnych zmian.
To nie znaczy, że ERP jest zły. To znaczy, że firma produkcyjna często potrzebuje warstwy operacyjnej. ERP może być źródłem danych, a APS może używać tych danych do układania harmonogramu produkcji. Dlatego najlepiej sprawdza się integracja systemów produkcyjnych.
Właśnie dlatego ważna jest integracja. Dane nie powinny być ręcznie przepisywane z jednego systemu do drugiego. Im więcej ręcznego przepisywania, tym większe ryzyko błędów i nieaktualnych terminów.
Tabela 4. Excel, ERP i APS – funkcje oraz ograniczenia
| Narzędzie | W czym pomaga? | Ograniczenia |
| Excel | Proste zestawienia, ręczne planowanie, szybkie notatki | Brak aktualności, ryzyko błędów, wiele wersji pliku, trudne przeplanowanie |
| ERP | Dane o zamówieniach, dokumentach, zakupach i finansach | Często brakuje bieżącego harmonogramowania operacyjnego |
| APS | Planowanie i przeplanowanie na podstawie ograniczeń produkcji | Wymaga dobrych danych wejściowych i pracy zespołu na wspólnych zasadach |
Jak komunikować klientowi realny termin dostawy w produkcji?
Realny termin dostawy trzeba komunikować tak, żeby klient dostał jasną odpowiedź, ale firma nie składała pustej obietnicy. Najpierw sprawdź plan. Potem potwierdź datę.
W praktyce sprzedaż nie musi mówić: „nie wiemy”. Może mówić konkretnie: „Sprawdzimy dostępność materiałów i mocy, a potem potwierdzimy najbliższy realny termin”. To brzmi profesjonalnie, bo pokazuje, że firma nie rzuca datami bez sprawdzenia.
Przy trudnych terminach warto dać klientowi warianty:
- pełna realizacja w terminie potwierdzonym,
- częściowa realizacja wcześniej,
- termin ekspresowy po sprawdzeniu wpływu na plan,
- alternatywny termin bez ryzyka dla jakości i innych zleceń.
W komunikacji ważne jest też rozróżnienie daty produkcji od daty dostawy. Produkt może być wykonany, ale nadal czekać na kontrolę jakości, pakowanie, dokumenty albo transport. Klient powinien dostać termin, który odpowiada jego potrzebie, czyli najczęściej realną datę dostawy, a nie tylko zakończenia operacji na hali.
Dobrze działa prosta zasada: lepiej wcześniej powiedzieć o ryzyku niż później tłumaczyć opóźnienie. Jeśli termin staje się zagrożony, sprzedaż powinna widzieć to wcześniej i mieć informację, dlaczego tak się dzieje.
Jak mierzyć, czy firma naprawdę dotrzymuje terminów?
Terminowość trzeba mierzyć, bo bez danych firma rozmawia o emocjach. Jedna osoba powie, że „często się spóźniamy”. Druga, że „zwykle dowozimy”. Dopiero dane pokazują, gdzie powstaje problem.
Nie trzeba od razu budować skomplikowanego controllingu. Na start wystarczy kilka prostych pytań:
- Ile zleceń dostarczamy w potwierdzonym terminie?
- Ile terminów zmieniamy po potwierdzeniu klientowi?
- Ile razy pilne zlecenia przesuwają inne zamówienia?
- Jakie są najczęstsze przyczyny opóźnień?
- Czy opóźnienie wynika z braku materiału, mocy, awarii, przezbrojenia, jakości, transportu czy zmiany klienta?
Jakie wskaźniki warto obserwować?
Firmy często korzystają ze wskaźników terminowości, takich jak:
- OTD (On-Time Delivery) – mierzy wyłącznie terminowość. Określa procent wszystkich zamówień, które dotarły do klienta w wyznaczonym terminie. Nie bierze pod uwagę tego, czy zamówienie było kompletne.
- OTIF (On-Time In-Full) – bardziej rygorystyczny wskaźnik od OTD. Sprawdza, czy zamówienie dotarło zarówno na czas, jak i w pełnej (zamówionej) ilości. Wymaga spełnienia obu tych warunków jednocześnie
Najważniejsze jest jednak to, żeby firma mierzyła, czy dostarcza klientowi to, co obiecała, i wtedy, kiedy obiecała.
Warto obserwować:
- terminowość realizacji zleceń,
- liczbę zmian w harmonogramie,
- liczbę zleceń przesuniętych przez pilne zamówienia,
- przyczyny opóźnień,
- czas reakcji na zagrożony termin,
- zgodność planu z realizacją.
Takie dane pomagają kierownikowi produkcji, sprzedaży i zarządowi rozmawiać o faktach. Nie o tym, kto zawinił, tylko o tym, co blokuje termin.
Jeśli potrzebujesz przejrzystego programu do raportowania produkcji, sprawdź nasz system MES.
Jak analizować przyczyny opóźnień?
Każde opóźnienie powinno mieć kategorię. Inaczej firma widzi tylko skutek, nie przyczynę.
Dzięki temu firma nie kończy na stwierdzeniu „nie zdążyliśmy”. Widzi, dlaczego nie zdążyła i co trzeba zmienić, żeby następny termin był bardziej realny.
Tabela 5. Przykładowe kategorie opóźnień
| Przyczyna opóźnienia | Co sprawdzić? | Kto powinien mieć dane? |
| Brak materiału | Czy surowiec był dostępny i zarezerwowany? | Magazyn, zakupy, planowanie |
| Przeciążone stanowisko | Czy obciążenie było widoczne w harmonogramie? | Planowanie, produkcja |
| Awaria | Czy utrzymanie ruchu miało plan przeglądów? | Produkcja, utrzymanie ruchu |
| Zmiana klienta | Czy zmiana została wprowadzona do planu? | Sprzedaż, planowanie |
| Zły czas technologiczny | Czy norma odpowiada realnej pracy? | Technologia, produkcja |
| Dodatkowe przezbrojenie | Czy zmiana kolejności miała widoczny koszt? | Planowanie, kierownik produkcji |
Co zmienić, żeby terminy przestały być zgadywaniem?
Terminy przestają być zgadywaniem wtedy, gdy firma ustala je na podstawie danych, a nie presji. Potrzebne są: wspólny proces, aktualny plan i jasne zasady dla wyjątków.
Najważniejsze kroki do lepszego planowania terminów:
- Rozdziel termin oczekiwany od potwierdzonego. Klient może chcieć daty, ale firma powinna potwierdzić je dopiero po sprawdzeniu planu.
- Nie pozwalaj obiecywać dat bez sprawdzenia produkcji. Sprzedaż powinna mieć proces potwierdzania terminów, a nie tylko telefon do planisty.
- Sprawdzaj materiał, moce, kolejkę i wąskie gardła. Termin jest realny tylko wtedy, gdy każdy z tych elementów się spina.
- Wprowadź zasady dla pilnych zleceń. Wyjątki są normalne, ale muszą mieć widoczny koszt i właściciela decyzji.
- Mierz przyczyny opóźnień. Bez tego firma nie wie, czy problemem są magazyn, planowanie, awarie, sprzedaż czy zbyt optymistyczne założenia.
- Daj sprzedaży, produkcji i magazynowi wspólny obraz sytuacji. Jeden harmonogram zmniejsza liczbę domysłów i konfliktów.
- Rozważ system APS, gdy ręczne planowanie nie nadąża za zmianami. System nie zastąpi odpowiedzialności ludzi, ale pokaże im konsekwencje decyzji szybciej i czytelniej.
Terminy realizacji produkcji nie poprawiają się od większej presji na ludzi. Poprawiają się wtedy, gdy firma widzi wcześniej, co naprawdę może obiecać klientowi.
Jeśli zamierzasz usprawnić swoją produkcję, dowiedz się więcej o naszych systemach. Pomogą Ci one zbudować przejrzyste i szybkie procesy.
FAQ – najczęstsze pytania o terminowość produkcji
Czy sprzedaż powinna widzieć cały harmonogram produkcji?
Sprzedaż nie zawsze musi widzieć cały harmonogram produkcji ze wszystkimi szczegółami technologicznymi. Powinna jednak widzieć informacje potrzebne do bezpiecznej rozmowy z klientem: czy termin jest możliwy, potwierdzony, zagrożony albo wymaga przeplanowania.
Dzięki temu handlowiec nie obiecuje dat w ciemno i nie musi za każdym razem przerywać pracy planisty.
Jak często trzeba aktualizować plan produkcji, żeby terminy były realne?
Plan produkcji trzeba aktualizować tak często, jak zmieniają się dane wpływające na termin. Jeśli w firmie często pojawiają się braki materiałowe, awarie, pilne zlecenia czy zmiany priorytetów, plan statyczny szybko traci wartość.
Nie ma jednej dobrej częstotliwości dla każdej firmy. Ważne, żeby harmonogram reagował na zmiany, zanim klient dowie się o opóźnieniu.
Czy można dotrzymywać terminów bez zwiększania zatrudnienia?
Można poprawić terminowość bez zwiększania zatrudnienia, jeśli problemem nie są: realny brak ludzi, tylko chaos w planowaniu, brak danych, zła kolejność zleceń albo niewidoczne wąskie gardła.
Zanim firma zatrudni kolejne osoby albo kupi nową maszynę, powinna sprawdzić przepływ pracy, obłożenie stanowisk i przyczyny opóźnień. Czasem większy efekt daje lepszy plan niż kolejny zasób.
Czy system APS odbierze planistom decyzyjność?
System APS nie powinien odbierać planistom decyzyjności. Jego rolą jest pokazywanie wariantów, ograniczeń i skutków decyzji.
Planista nadal zatwierdza plan, wybiera priorytety i bierze pod uwagę kontekst biznesowy. Różnica polega na tym, że nie musi wszystkiego liczyć ręcznie i nie pracuje na domysłach.
Kiedy warto umówić demo systemu APS Optimakers?
Demo systemu APS Optimakers warto umówić wtedy, gdy firma:
- regularnie przesuwa terminy,
- ręcznie przeplanowuje produkcję,
- nie widzi wpływu pilnych zleceń na harmonogram,
- sprzedaż nie ma wiarygodnej informacji o realnych datach.
To dobry krok również wtedy, gdy planista spędza dużo czasu na aktualizowaniu Excela, a zarząd chce wiedzieć, czy firma może przyjmować więcej zleceń bez dokładania kolejnych osób i maszyn.