W sytuacjach, gdy czas pracy nie może być z góry ustalony dla produkcji jednej sztuki wyrobu, system od Optimakers ma dwie funkcje, które pozwalają ustalić w systemie czas pracy tak, aby faktycznie odzwierciedlał potrzeby produkcyjne
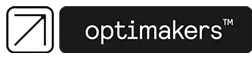
Dodając nową technologię w encji Szablony Operacji pod sekcją Produkcja, zamiast wpisywać stały czas dla operacji technologicznej, możemy użyć opcji “Czas obliczany dynamicznie”
Dynamiczne obliczanie czasu w operacji technologicznej jest wykorzystaniem Atrybutu i Normatywu do obliczenia czasu potrzebnego do wykonania operacji, które możemy wybrać z listy bądź dodać przyciskiem +.
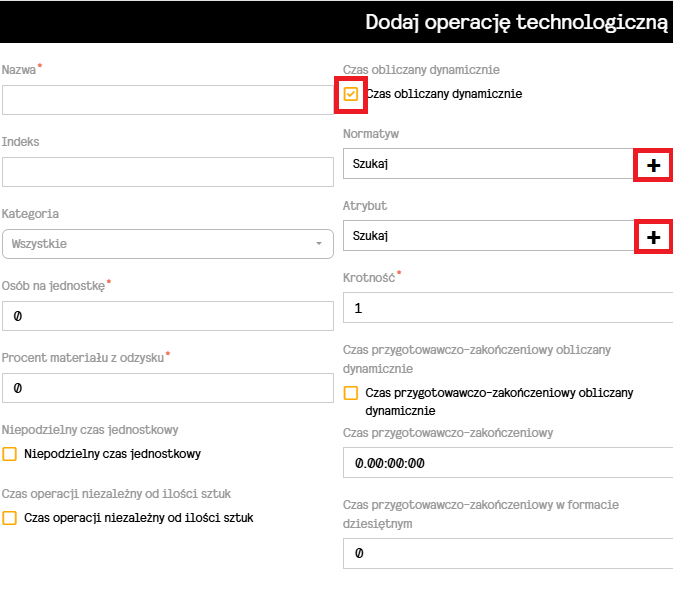
Normatyw służy do informowania systemu, jak długi czas ma policzyć dla danej operacji technologicznej w odpowiednich warunkach, czyli np. jeśli produkujemy 1 kg. produktu na minutę, ustawiamy czas na 1 min.
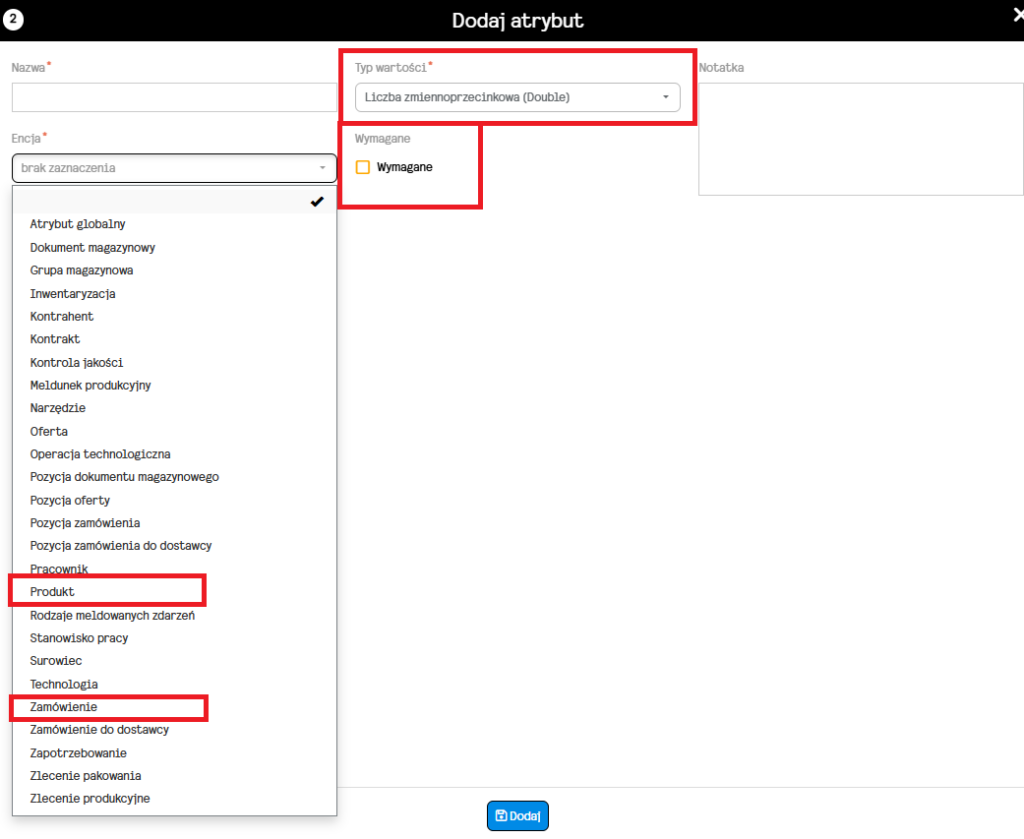
Kolejnym krokiem jest dodanie atrybutu w taki sam sposób.
Atrybut wskaże systemowi, o co tak naprawdę ma oprzeć wyliczenia normatywu.
Najlepiej, by atrybut był zdefiniowany jako liczba bądź lista ze wpisanymi cyframi, oraz musi być ustawiony jako Wymagany, aby system nie przepuścił czasu bez dodania atrybutu.
Najczęstszymi encjami, gdzie taki atrybut będzie wprowadzany, są Produkt oraz Zamówienie.
Tak przygotowana operacja, obliczać będzie czas pracy jako 1 min na kilogram produktu, biorąc pod uwagę wprowadzone dane.
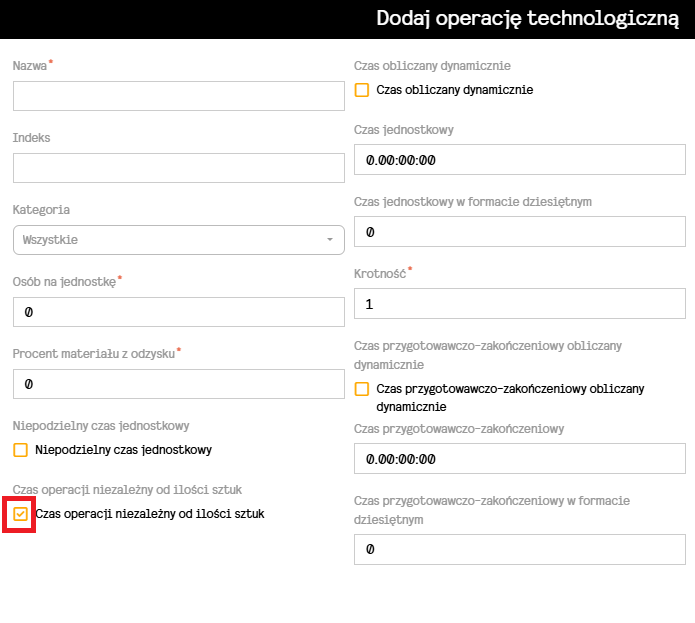
Odwrotną sytuacją, jest funkcja “Czas operacji niezależny od ilości sztuk” – jeżeli zaznaczymy tę opcję, wprowadzony przez nas czas operacji będzie zawsze stały, niezależnie od ilości wyrobów w zamówieniu, np. gdy cykl maszyny zawsze trwa określony czas